数控刨台式铣镗加工中心做为一种通用型万能机床,适用于多个行业。随着机械 制造水平不断提高和新兴市场的需求,对于机床的刚性、精度和主轴转速有了更高的要求。 传统的铣镗床主轴轴承多采用脂润滑,铣轴和镗轴的配合完全由机械加工保证, 因此主轴转速不高,配合间隙较大,主轴伸出时下垂较大,影响被加工零件的加工质量。


铣镗加工中心的主轴结构
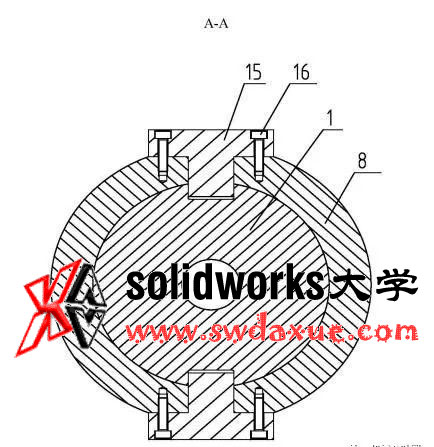
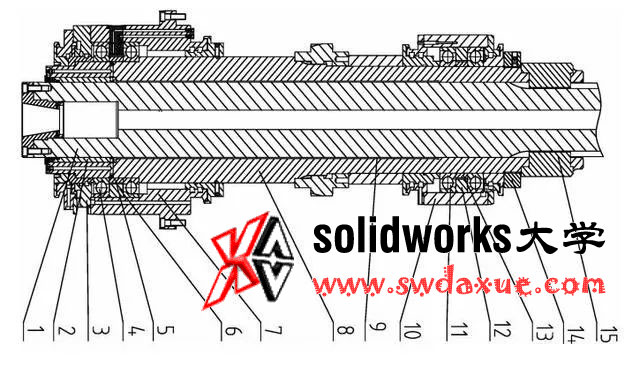
镗轴 1 套装在铣轴 8 内,其特征在于铣轴 8、镗轴 1 的联接键 15 通过螺钉 16 固定在铣轴 8、镗轴 1 后端的长键槽 内,联接键 15 中心凸出部两侧与长键槽小间隙配合,配合间隙 0-0.01mm,镗轴 1 可在铣轴 8 内沿轴向自由滑动,并通过联接键 15 联接可以在铣轴 8 和镗轴 1 间传递扭矩,一起旋转。
镗轴 1 与铣轴 8 的结合 :机加铣轴 8 内孔中间部位扩径,并且加工成粗糙表面,粗糙度 125, 与镗轴 1 之间预留 2-3mm 的间隙 ;镗轴外表面的粗糙度要求高于 1.6 ;装配前预先在镗轴 1 外表面涂抹隔离剂,将镗轴 1 装入铣轴 8 内孔,在装配位置的配合间隙中用浇铸树脂填充预 留的间隙 :隔离剂与浇铸树脂 9 互不相溶,防止浇铸树脂 9 与镗轴 1 粘连。
浇铸树脂 9 主要 成分为环氧树脂与固化剂,按质量比 10.5 ~ 12 混合,在 20℃左右,灌入铣轴 8,填充过程应 该在 25 分钟内完成,以确保浇铸树脂 9 为液态,具备良好的流动性,保证与镗轴 1 和铣轴 8 充分接触 ;铣轴 8 和镗轴 1 垂直放置,以利于排除空气 ;浇铸树脂 9 将在空气作用下逐渐固 化,继续保持 20 ~ 21℃恒温,14 ~ 15 小时,完全固化,与铣轴 8 牢固结合在一起,然后除去 镗轴 1 表面的隔离剂。
固化后浇铸树脂层 9 达到稳定的物理性能 :抗压强度可达到 125N/mm 2 ,肖氏硬度 可达到 85(HRC59),弹性模量 4000N/mm 2 ,膨胀系数 45×10-6 m/℃,最大工作温度可以达到 50℃。以上物理特性接近金属材料的性能,有足够的强度和刚性满足主轴工作的需要。
由于隔离剂的隔离层厚度和浇铸树脂 9 固化时的收缩作用,可得到配合间隙非常小的铣轴 8 和镗轴 1,提高了配合精度。
铣轴 8 的前端镶有铜套 2,铜套 2 的内孔与镗轴 1 的外表面精密磨削,铜套 2 的内 孔与镗轴 1 的外表面的配合间隙为 0.008mm-0.012mm,铣轴 8 后端与镗轴 1 的配合间隙同样为0.008mm-0.012mm。前轴承 4 为一对 25°接触角的精密角接触球轴承 4,背靠背布置,轴承 4 之间有等 高的内外隔套5和6,在外隔套6上沿周向开有八个润滑孔,每个轴承对应四个润滑孔,混合 后的油气从润滑孔喷出给轴承润滑。
前轴承 4 由压盖 3 通过螺钉固定在前轴承套 7 内。 后轴承 11 为一对 25°接触角的精密角接触球轴承 11,背靠背布置,轴承之间有等 高的内外隔套 13 和 12,在外隔套 12 上沿周向开有八个润滑孔,每个轴承对应四个润滑孔, 混合后的油气从润滑孔喷出给轴承润滑。后轴承 11 由锁紧螺母 14 通过铣轴 8 上的螺纹固 定在后轴承套 10 内。
联接键 15 的形状见图 2,其截面为 T 形,中间突出高度大于铣轴壁的厚度,两侧对 称平面有螺钉孔。在镗轴 1 后端变小径的外壁上开有轴向两条长键槽、径向对称,长键槽宽 度与联接键 15 的中间突出宽度相对应。铣轴 8 后端最小外径部位有轴向豁口、径向对称, 豁口宽度与联接键 15 的中间突出宽度相对应,豁口长度与镗轴 1 的长键槽相同,并且铣轴 8 豁口部位外壁是平面,与联接键 15 的中间突出外的两侧内平面宽度相对应。
[0017] 本实施例使用了浇铸树脂 9 做为铣轴 8 和镗轴 1 的主要配合面,可以降低铣轴 8 内孔的加工难度,减小配合间隙,增加系统刚性 ;使用了精密角接触球轴承,并采用了油气 润滑,提高了主轴转速。综上所述,本例提高了主轴组件的综合性能。